
MIG welding 304 sch. 10, is "Stargon" OK to use?





Thread Starter
0.0 BAR
Joined: Nov 2008
Posts: 27



OK, I see how I get better penetration, but this leaves ---- hanging down inside the pipe. this will be a bitch to grind out inside the actual parts, no?
-The soldering station is being used to build a Megasquirt II v3.0 (fully loaded) -This project is entirely DIY...
gotta get to work for now, -any criticism on the last weld pics, will be gratefully appreciated

3.0 BAR
Joined: May 2005
Posts: 1,811
I know its hard to do anything more than make 50 spot welds when you're starting out. That being said as soon as you ***** up and run a bead instead of ---- randomly hanging inside the weld you'll get a smooth bead running bearly on the inside of the pipe.
Like this but smaller.
or this

Instead of a bevel groove, that one is a J groove. (Take an angle grinder and just grind into it.) Good illustration of a landing too.

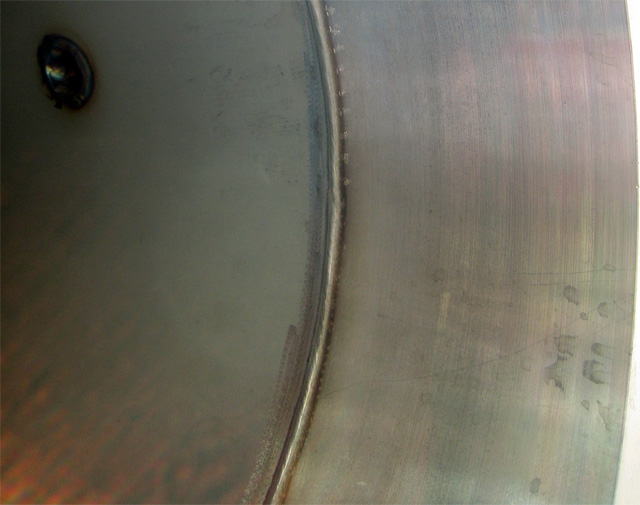
Middle bead on that (bearly visible) Now that is proper penitration for this size pipe. Whatever gap and landing that was, do it again and run a bead instead of a tack weld - even if it completely collapses out the backside no harm done. If you do one that does collapse out the backside - travel faster!
When you're welding slow processes like this one, as soon as the bead hits the width you want get moving & move fast/slow enough to maintain the width of the bead! Faster processes than this you just go LoL!
Like this but smaller.
or this
Instead of a bevel groove, that one is a J groove. (Take an angle grinder and just grind into it.) Good illustration of a landing too.
Middle bead on that (bearly visible) Now that is proper penitration for this size pipe. Whatever gap and landing that was, do it again and run a bead instead of a tack weld - even if it completely collapses out the backside no harm done. If you do one that does collapse out the backside - travel faster!
When you're welding slow processes like this one, as soon as the bead hits the width you want get moving & move fast/slow enough to maintain the width of the bead! Faster processes than this you just go LoL!

Thread
Thread Starter
Forum
Replies
Last Post
accordepicenter
Forced Induction
12
Jan 16, 2004 09:54 AM





