My first collector









 11-08-2008, 04:23 PM
11-08-2008, 04:23 PM
#4
3.0 BAR

Join Date: May 2005
Posts: 1,811
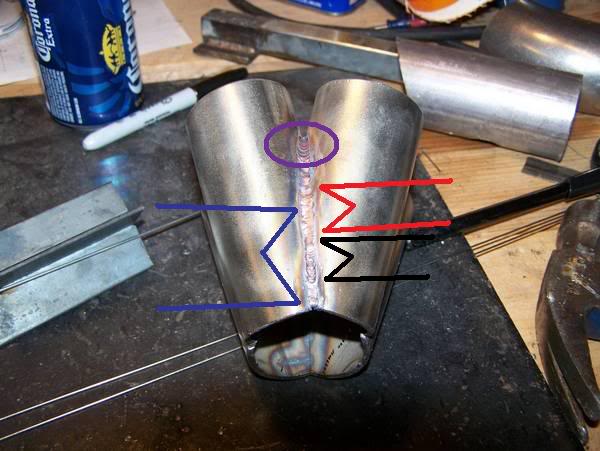
Black too much rod
Red way too hot
Blue way too cold
Grey poor start & stops and/or inconsistant rod application
Orange undercut, incorrect electrode motion/angles
Purple close but incorrect electrode distance
Green good



Ditto CS
Weld hotter and faster
Filler angles are wrong and/or inconsistent when you get it close
Electrode distance is all over the board, travel angle is very inconsistant, work angle is somewhat inconsistant, travel is inconsistant.
Basically um, too much playing with everything after the first mistake, or base metal change (root curves downward while walls curve in) is made. Concentrate very hard on the weld puddle and keep all your angles correct. Weld the next one hotter and move faster. Until you can do the entire thing plan on giving yourself one restart right before the curve drops off.
Looks aight.
Red way too hot
Blue way too cold
Grey poor start & stops and/or inconsistant rod application
Orange undercut, incorrect electrode motion/angles
Purple close but incorrect electrode distance
Green good
Ditto CS
Weld hotter and faster
Filler angles are wrong and/or inconsistent when you get it close
Electrode distance is all over the board, travel angle is very inconsistant, work angle is somewhat inconsistant, travel is inconsistant.
Basically um, too much playing with everything after the first mistake, or base metal change (root curves downward while walls curve in) is made. Concentrate very hard on the weld puddle and keep all your angles correct. Weld the next one hotter and move faster. Until you can do the entire thing plan on giving yourself one restart right before the curve drops off.
Looks aight.
11-08-2008, 06:02 PM
#5
0.0 BAR
Thread Starter

Join Date: Sep 2007
Posts: 0
Wow, awesome. Thanks so much for the help. I know my welding has a long way to go and I apreciate all of the words of wisdom. This is all done on a HF Tig to which makes it a little more challanging.
11-08-2008, 10:33 PM
#7
0.0 BAR
Thread Starter
Join Date: Sep 2007
Posts: 0
How far should the electrode be and what angle? It seems if I cool it down anymore, I get a puddle on both pieces of metal but they wont join. Thats when I add rod. I am trying to add as little rod as possible. I need to keep working on it  Thanks for the help and I will post some more pics.
Thanks for the help and I will post some more pics.
Thanks for the help and I will post some more pics.
11-08-2008, 11:22 PM
#8
3.0 BAR
Join Date: May 2005
Posts: 1,811
You don't want to cool it down more, most of it was abit too cold to begin with.
The tungsten stick-out can varry with the size & type of cup/gas setup. Say 1/16-3/16" on a smaller cup without a gas lens.
Arc length varries. What is it, how hot? For this kind of stuff, if you're in the right heat range say no more than 3/16" and if you get too close, you'll know it. The tungsten jumps the arc into the weld and the base metal jumps to the tungsten.
The tungsten stick-out can varry with the size & type of cup/gas setup. Say 1/16-3/16" on a smaller cup without a gas lens.
Arc length varries. What is it, how hot? For this kind of stuff, if you're in the right heat range say no more than 3/16" and if you get too close, you'll know it. The tungsten jumps the arc into the weld and the base metal jumps to the tungsten.
11-09-2008, 09:52 PM
#10
3.0 BAR
Join Date: May 2005
Posts: 1,811
In the case of all these types of joints. The work angle of the electrode should always be at a 0*. (As in a 90* angle to the joint) It should not be offset.
The travel (push) angle should be 15-20*.
Well, if you want to weld it by the book you'll want 1/16-1/8" stickout. (That cup wont give you much) 105-115amps. Arc length no more than 1/8"
Most guys making these probably would weld that @ 30-60amps because they can't move fast enough. So... Gotta get moving if you're going to do it well.
If you have trouble keeping the arc length under 1/8" throw a cheater lens in the helm so you can actually see what you're doing.
The travel (push) angle should be 15-20*.
Well, if you want to weld it by the book you'll want 1/16-1/8" stickout. (That cup wont give you much) 105-115amps. Arc length no more than 1/8"
Most guys making these probably would weld that @ 30-60amps because they can't move fast enough. So... Gotta get moving if you're going to do it well.
If you have trouble keeping the arc length under 1/8" throw a cheater lens in the helm so you can actually see what you're doing.





